鈦合金電解加工點蝕機理研究進展 |
作者:本站 發布時間:2022-05-23 瀏覽:12299次 |
電解加工在生物醫療、航空航天等一些領域具有比傳統機械加工更為顯著的優勢,而鈦合金由于其自身的特性也使其更適合于電解加工。 本文綜述了外加電壓條件下鈦合金點蝕發展的過程、機理和抑制點蝕的方法,闡釋了相關抑制點蝕方式的優劣,展望了未來電解加工中抑制鈦合金點蝕方法的發展趨勢和研究方向。 鈦是已知的在地殼中含量最高的元素之一,占比約為0.6%。 鈦的密度較低,但具有和普通鋼差不多的強度,鈦及鈦合金是航空航天領域青睞的選材。 近些年,由于鈦合金出色的耐腐蝕能力,其應用領域得到了很大的延伸。
Rolls-Royce公司生產的鈦合金整體葉盤及其局部特征 電解加工是利用金屬在特定電解液中發生電化學陽極溶解的原理將工件加工成形的一種特種加工手段,相比于普通的機械加工有很多優勢,如加工效率高、成型精度高、適用材料范圍廣、加工工具無磨損、工件上不產生應力等。 電解加工的鈦合金工件不但應用在整體葉盤等精密部件的制造過程中,也在承力隔框、機翼翼盒、起落架梁和航空發動機機匣等主要承力零件上有廣泛應用。 鈦合金在電解液中進行電解加工的過程中,自身形成的鈍化膜會阻礙電解加工的順利進行,而隨著鈦裸露在電解液中,金屬也會不斷產生新的鈍化膜阻礙陽極溶解。 所以,電解加工施加的電壓U加工需要能夠穩定地擊穿鈍化膜,即在金屬陽極表面形成電化學加工的過電位。 對鈦合金來說,電解加工的過程就是由局部的鈍化膜破裂形成點蝕,隨后點蝕坑疊加直到露出基體,基體金屬不斷溶解并在表面交替性形成點蝕和鈍化的過程。 鈦合金點蝕不但關系著電解加工過程的順利進行,也影響制造出零件的表面質量,是電解加工鈦及鈦合金過程中的關鍵。 電解加工簡介及鈦合金 電解加工中的陽極行為 電解加工(ECM)是一種基于陽極溶解的旨在加工出特定形狀、尺寸和表面狀態的加工方法。
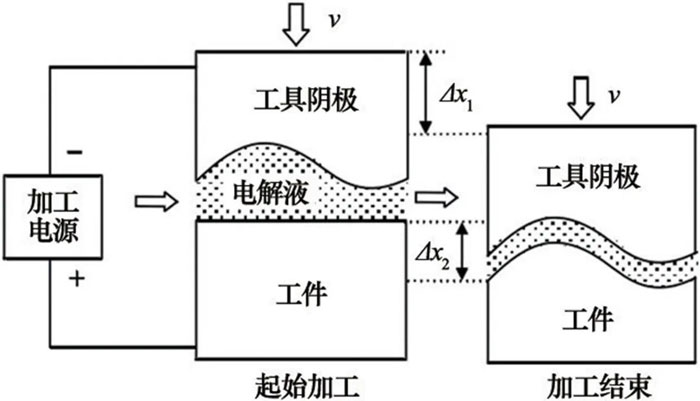
電解加工基本原理 電解加工的主要組成有加工電源、電解質溶液及相應的液體管路和連接電源正負極的金屬工件、工具陰極以及配備的導線。 整個系統可以形成一個完整的閉合回路,使得金屬陽極表面可以產生足以分解基體或鈍化膜的電壓。 電解加工開始后,工具陰極以一定的速度相對于工件做進給運動,保持陽極和陰極的間隙在極小的距離,同時在工件和電極之間通電解質溶液,使得陽極金屬材料在電源電場的作用下快速溶解。 陽極工件表面最終可以形成與工具陰極相似的輪廓,從而達到加工的目的,而電解產物則隨著電解液的流動排出。 大多數情況下,電解加工所用的溶液都是中性的無機鹽水溶液。電解加工的許多特性由工件、操作方式和相關技術決定。 在電解加工過程中,鈦合金自身帶有強烈的自鈍化性,可以抑制電解加工時的高溶解速率。 鈦本身是一種非常活潑的金屬,在空氣中,鈦會和空氣中的氧發生反應,在原位生成一層氧化膜,阻抗金屬的進一步腐蝕。 金屬鈦在水溶液中的陽極化過程中,也會形成相應的氧化膜,且氧化膜的厚度會隨著陽極電位Ea的不同在較大范圍內變動。
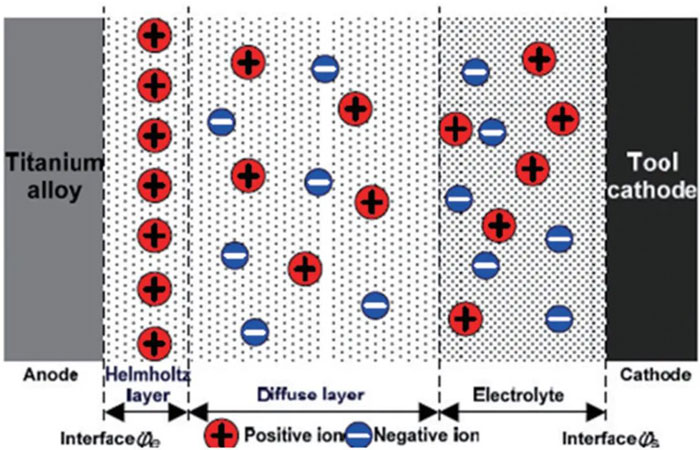
鈦合金/電解質界面模型示意 在電解加工過程中,鈦合金、工具陰極和電解質組成了一個電化學系統,形成了鈦合金/電解質界面和工具陰極/電解質界面。 在外加電壓的條件下,電解質中的陰離子向鈦合金材料的方向移動,而溶解的鈦則變為Ti2+溶入電解質溶液中,和水解作用產生的OH-反應生成氧化物鈍化層。 在陽極和電解質表面反應生成的TiO2+呈酸性,會與水中的OH-反應生成穩定的TiO2。 在陽極溶解的過程中,外加電場在Ti2+和OH-的幫助下可以大大加速氧化膜的形成速率。 為了達到電解加工所需要的陽極高速溶解的速率,外加電壓需要克服鈦合金鈍化層的阻礙。 為了有效去除鈍化層,通常電解液中都含有一些特定離子,大多是Cl-和Br-,這些鹵素離子在整個反應過程中起到類似催化劑的作用。 鈦合金在鹵素離子溶液中的反應模型
電解加工鈦合金的點蝕原理 金屬點蝕的原理及發展階段 鈍化膜破裂 鈍化膜破裂是點蝕最開始的步驟,它本身極少發生,即使發生又在極短的時間發生在極小的范圍內,很難被觀測到。 通常將這層鈍化膜簡化為一層保護金屬基體不受外界環境侵蝕的膜層,然而實際情況下,金屬鈍化膜由于不同的成分、環境、電壓等因素會有不同的厚度、結構、成分和相應的保護能力。 鈍化膜的破裂機理目前主要有3種理論:滲透理論,主要是指富有侵蝕性的陰離子穿過鈍化膜到達金屬/金屬氧化物的界面,隨后溶解過程開始;吸附理論,基于Cl-和O2-的競爭吸附理論發展而來;破損理論,假設鈍化膜是一個持續的鈍化膜破損和修復的過程、鈍化膜的局部破損經常發生,為點蝕的萌生提供了必要條件。 亞穩態點蝕 亞穩態點蝕是在再鈍化前,點蝕萌生和在極短時間內生長的點蝕,一般在微米級別,時間可能在幾秒甚至更短。 亞穩態點蝕能否繼續長大,受溫度、外加電場等諸多因素的共同影響。 點蝕的長大 點蝕的長大受到的影響因素主要有材料成分、點蝕電解質濃度和點蝕電位。 點蝕的傳質特性會顯著地影響點蝕長大動力學,而點蝕的穩定性由電解質成分、點蝕電壓等因素共同決定,要維持在一個不能讓再鈍化出現的大小。 電解加工鈦合金的點蝕原理
在鈦合金的電解加工過程中,電解液中的鹵素離子對鈍化膜的破裂起著重要作用,鹵素離子對于鈍化膜破裂的嚴重程度一般有以下排序F-
以Br-為例,鈍化膜的破損一般發生在氧離子濃度更高的位置,這僅僅和Br-的化學性質有關。
圖片
在1 mol/L KBr和0.05 mol/L H2SO4溶液中,隨著電壓增加鈦合金表面發生變化示意
在1.2 V的電位下,其電位比Br/Br2這對的氧化還原電位更低的情況下,鈍化膜總體保持穩定,只有少量缺陷存在;電壓升到比1.2 V高的時候,在某些微觀的點位,Br-就會被氧化成溴氣;當電壓在2~3 V時,可能由于氧化膜變厚導致電導率下降,氧化過程才會停止;電壓大于3 V時,Br-才會緊密地與表面化學結合,鈍化膜開始溶解,點蝕開始生長。
電解加工中
抑制鈦合金點蝕的方法
在鈦合金電解加工過程中,想要抑制其點蝕的發生,得到一個較為平整的加工表面,往往需要綜合運用2種或多種方法,根據所加工的鈦合金的不同,同時調節電解液溫度、加工電流密度、電解液流速、加工間隙等相關電解加工的參數。
機械隔離
物理隔離或機械隔離的方式即為在非加工面上加上工裝,使得電流無法通過非加工表面進行傳導,從而隔開雜散電流的作用。
此方法可以比較有效地防止雜散點蝕的產生,但會給夾具等工裝的設計制造帶來困難。
同時需要制造不同的工裝,因此不適合大批量的處理工件。
陽極保護
在零件保護部位輔助以鐵、銅、鋁等金屬材料作為犧牲保護層,可有效降低甚至消除非加工或已加工部位點蝕現象。
缺點是需要額外增加對于待加工工件的預處理,對于鍍層的要求也相對較高,高速電解液中不允許出現脫落等嚴重情況。
非水溶液電解加工
用非水溶液的電解液加工鈦合金能夠獲得比較光亮的加工表面,并解決點蝕及雜散電流腐蝕問題,但使用一定時間后會出現“老化”現象,且電解液的維護比水溶液的維護更為困難。
另外,非水溶液的成本較高,不適用于大規模的工業生產。
混氣電解加工
混氣電解加工是將有一定壓力的氣體與電解液按一定比例混合,使電解液中含有大量氣體,成為氣、液兩相混合物,然后輸入加工區進行電解加工。
混氣加工的應用可以顯著提高電解液在電極間隙內分布的均勻性,使得電解液的流動條件得到極大改善,改善電解加工中鈦合金的點蝕。
但電解加工也存在陰極制造、加工參數匹配篩選、氣液混合裝置的設計等問題,需要綜合考慮此方法的作用。
結論
在電解加工鈦合金的過程中,主要難點在于克服鈦合金表面易鈍化的特性以達到電解加工所需要的高速陽極溶解,而通過加入對鈍化層具有激活作用的離子可以比較有效地克服這個困難,降低鈍化層的激活電壓。
然而激活離子的加入也會引起鈦合金非加工面的點蝕,同時降低加工面和非加工面的表面質量。
研究人員已經通過陽極遮擋法、混合電解液法、混氣加工法等方法試圖減少非加工面的點蝕對表面質量帶來的影響,取得了不錯的效果。
今后的研究重點主要有以下幾個方向:先進加工工藝研究,包括研究含有不同離子的電解液、研究非水溶液的電解液、探索更適合的工作電流施加大小和方式等;工裝研究,包括陰極夾持裝置、非加工面的裝置及遮擋方式、陰極加工方法及裝置等;在不同加工溶液及條件下,鈦及鈦合金鈍化膜在電場作用下的穩定狀態和穩定去除機制的研究。
|