航空鈦合金加工方法及表面完整性控制技術 |
作者:本站 發布時間:2021-07-12 瀏覽:57199次 |
編者按:從航空鈦合金的加工特點、加工用刀具、工裝夾具和切削參數等方面,分析討論鈦合金的加工工藝方法,并對其表面完整性控制技術進行介紹。
高級工程師 黃強 1、序言 近年來,航空制造業對鈦合金的需求大幅提升,大型飛機中鈦合金的使用范圍非常廣泛。作為飛機及發動機的優良制造材料,鈦合金具有結構強度高、質量輕及耐蝕性良好等特點。鈦合金材料的切削性能決定了其加工后工件表面完整性較差。下面從鈦合金的加工特性、加工刀具、工裝選用和切削參數等方面,介紹航空鈦合金的加工方法及表面完整性控制技術。 2、鈦合金的特點及應用 在航空工業領域,鈦合金主要用于制造發動機壓氣機盤、中空風扇葉片、渦輪盤和機匣殼體等零部件,以及大飛機起落架、外翼段、機身外殼、艙門、液壓系統和機身后段等結構件。目前,鈦合金在航空工業中的使用比例已由6%提高至15%以上。波音777使用了7%~9%的鈦合金零件;為達到降低燃油消耗20%的目標,波音787在研發過程中投入約20億元,專項研究鈦合金在飛機某些部位替代鋁合金,使波音787機體鈦合金用量達15%;國內大飛機項目中,鈦合金的用量已從支線客機ARJ21的4.8%,逐步增長到干線客機C919的9%以上。 航空領域結構輕量化、高強度等需求,使其越來越離不開鈦合金。根據強度和耐高溫性能,鈦合金可分為α鈦合金、β鈦合金、α+β鈦合金和鈦鋁合金,其中以α+β鈦合金(Ti6Al4V)應用最為廣泛。α鈦合金熱焊接性能好,抗氧化性強,但韌性一般;β鈦合金可鍛性較好,冷成形性及熱處理強化性強;α+β鈦合金韌性好,可焊接及熱處理強化,抗疲勞性能較好。 Ti6Al4V的材料成分主要包括Ti、Al、V、Fe、 O、C、S i、C u及少量的N、H、B和Y。鈦合金綜合力學性能優異,密度低,耐腐蝕性能良好,作為一種高強度合金材料,在航空發動機及航空工業領域一直被推廣使用。但是,鈦合金切削過程中的高溫、高抗力,使其加工后表面冷作硬化現象嚴重,加劇了刀具的磨損,導致其切削性較差,這些都不利于獲得好的表面質量,影響鈦合金零件的使用壽命及發動機工作性能。下面以Ti6Al4V為研究對象,結合生產實踐中積累的經驗方法,對鈦合金零件的切削性能、加工方法及表面檢測技術進行介紹。 3、鐵合金加工方法 3.1 刀具的選擇 加工鈦合金的刀具材料應具有韌性好、熱硬性好、散熱性及耐磨性好等特點,除此之外,刀具還應滿足刃口鋒利、表面光潔等要求。加工鈦合金材料時,首選導熱性較好、強度較高的硬質合金刀具,且前角較小、后角較大。為避免刀尖崩刃及裂碎,刀尖刃部應做圓弧過渡處理;加工時應保持刃口鋒利,有利于及時排屑,避免切屑粘刀。 加工鈦合金時,為防止刀具本體及涂層與鈦合金產生親和反應,使刀具磨損加劇,通常避免選擇含鈦類硬質合金及含鈦涂層刀具。多年的生產實踐發現,含鈦類硬質合金刀具雖然容易發生黏結、磨損,但其具有優異的抗擴散磨損能力,尤其是高速切削時,含鈦類硬質合金刀具的抗擴散磨損能力明顯優于YG類硬質合金刀具。 世界各大刀具廠商均推出了針對鈦合金零件加工的切削刀片。刀具材質及涂層材料的不斷改良,提高了鈦合金材料的切削效率,推動了鈦合金工業的發展。伊斯卡(ISCAR)公司的IC20刀片切削鈦合金,刀具刃口鋒利,適合鈦合金工件的精加工。其IC907刀片有效提高了刀片的耐磨性,適合應用于粗加工及半精加工中;山高(SECO)公司用于加工鈦合金的CP200及CP500,采用物理氣相沉積技術,是一種高硬度超細顆粒的刀片材質;瓦爾特(Walter)公司的WSM30、WSM20及WAM20,采用TiCN、TiAlN、TiN與Al2O3涂層,刀具的抗變形、抗磨損能力較強。常用的鈦合金加工刀具及涂層見表1。
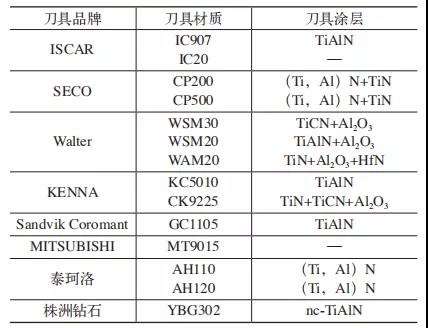
表1 常用的鈦合金加工刀具及涂層
據統計,航空制造領域大部分需使用進口刀具,而鈦合金等難加工材料對于進口刀具的依賴程度更高。因此,推動國產刀具及涂層材料的研發及應用,是徹底解決國內鈦合金加工問題的有效途徑。 3.2 刀具的磨損及解決辦法
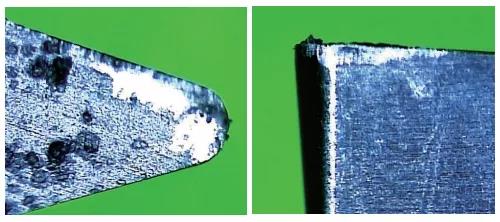
鈦合金材料切削時,在切削速度較高、吃刀量較大的情況下,刀具前刀面切削溫度最高處會磨出一個月牙洼,刀片的切削刃與月牙之間有明顯的棱邊。月牙洼的寬度及深度隨著切削磨損的加重逐漸擴展,使切削刃的剛性降低,繼續使用刀具會出現崩刃現象。刀片磨損的電子顯微圖像如圖1所示。
a)前刀面磨損出現崩刃現象 b)后刀面磨損
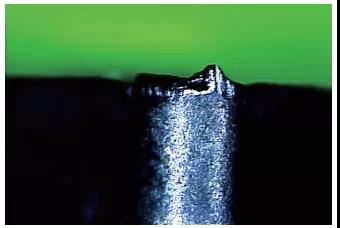
c)積屑瘤
圖1 刀片磨損的電子顯微圖像
鈦合金材料加工時,刀片與工件劇烈摩擦,刀片后刀面與切削刃交界的部位磨出后角為零的小棱面,形成后刀面磨損。除此之外,由于鈦合金的加工硬化,副切削刃的刀尖部位切削厚度逐漸減小,導致切削刃打滑,后刀面也會出現較大磨損。 刀片磨損后,可通過觀察切屑形態、顏色,機床的受力、聲音和振動等,調整切削線速度及進給量,控制刀片前刀面異常磨損。采用正前角槽型刀片,選用耐磨的刀片材料或涂層,提高刀具壽命。 鈦合金加工過程中容易形成積屑瘤。當積屑瘤處于穩定狀態時,可代替切削刃進行切削,起到保護刀具的效果;當積屑瘤累積到一定程度后,積屑瘤的頂端會伸出切削刃之外,刀具的實際工作前角增大,積屑瘤的累積和剝離,直接影響零件加工的精度。積屑瘤碎片粘附在鈦合金已加工表面上后,形成硬點和毛刺,影響表面質量。積屑瘤無規律的脫落和生成導致切削力產生波動,進而引起切削振動,影響刀具使用壽命。為減小或避免鈦合金切削過程中積屑瘤的產生,生產實踐中常用的方法有:提高切削速度,逐步增加切削深度至最佳;采用PVD物理涂層的刀片材料;采用高壓冷卻系統等。 在切削加工中,由于鈦合金的塑性較低,切屑與前刀面的接觸面積小,刀具磨損主要發生在車刀的前刀面上,因此切削刀片應該選用較小前角,合適的前角為0°~5°。小前角可有效增大切屑與前刀面的接觸面積,有利于分散集中在刃口附近的切削熱;選擇5°~10°后角可以減少刀具與零件的摩擦。刀片底面和刀桿之間選擇V形接觸面組合,這種強固夾持結構設計,可有效提高刀桿夾持的剛性,消除刀具振動,提高鈦合金工件加工后的表面質量。 3.3 工裝的選擇
鈦合金工件在定位裝夾時,夾具壓緊力與工件支承力相互作用,在自由狀態下會引起應力變形;鈦合金切削時吃刀抗力較大,故工藝系統需保證有足夠的剛度,需對工件的定位結構及定位尺寸進行分析,選擇穩定可靠的定位基準,必要時增加輔助支撐,或通過過定位以提高零件剛性。由于鈦合金易變形,所以夾緊力不能大,必要時可使用扭矩扳手,確保壓緊力穩定。此外,在使用夾具定位裝夾鈦合金零件時,還應保證夾具的定位面與鈦合金工件的定位面配合良好,夾具的壓緊力與工件的支承力相互平衡;對于比較大的壓緊面,應盡量采用分散壓緊的方式,避免壓力集中導致工件變形。夾具壓板的壓緊點應盡量靠近工件被加工表面,以減少鈦合金切削時產生的振動。 鈦合金加工嚴禁使用含鉛、鋅、銅、錫、鎘及低熔點金屬的夾具、測具或各種臨時工裝,加工鈦合金的設備、夾具及工裝應保持清潔無污染,鈦合金工件加工后應及時清洗,鈦合金表面不允許出現鉛、鋅、銅、錫、鎘及低熔點金屬等殘留物。轉移及搬運鈦合金工件時,應使用專用周轉箱,避免與其他材料的工件混用和混放。對精加工后的鈦合金表面進行檢查及清洗時,應戴上干凈手套,防止油污及指紋污染鈦合金表面,以避免發生鹽應力腐蝕,影響鈦合金工件的服役性能。 3.4 切削參數
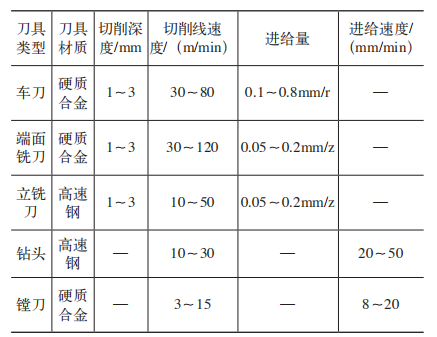
鈦合金的切削參數主要包括切削速度、進給量和切削深度,其中切削速度是影響其切削性能的主要因素。通過將鈦合金工件恒轉速切削及恒線速度切削進行對比試驗,認為恒轉速切削狀態要差于恒線速度切削。當鈦合金的切削線速度vc=60m/min、進給量f=0.127mm/r、切削深度ap=0.05~0.1mm時,鈦合金表面很少發現硬化層。 由于硬化層主要出現在精加工后的工件表面上,所以精車時切削深度不宜過大,否則會產生大量的切削熱,切削熱聚集會導致鈦合金表面金相組織出現變化,零件表面易產生硬化層;切削深度過小會導致工件表面摩擦擠壓,出現加工硬化。因此,鈦合金工件在加工時,精車的切削深度必須大于刀具倒鈍的尺寸。 鈦合金進給量選擇應適中,若進給量過小,加工時刀具在硬化層中切削,則磨損較快。進給量可根據不同的刀具R進行選擇,精加工一般選擇較小的進給量,這是因為大進給量切削會使刀具抗力增加,使刀具受熱彎曲或崩刃。表2為不同類型及材質的刀具切削鈦合金時的常用參數。 表2 不同類型及材質的刀具切削鈦合金時的常用參數
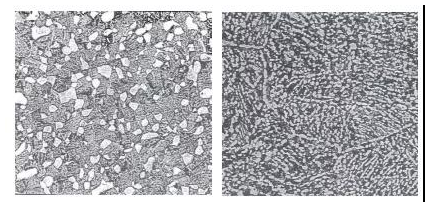
3.5 冷卻系統 鈦合金切削對切削液的要求是霧化程度低。鈦合金加工時應選擇高壓冷卻刀具,配合機床的高壓泵,冷卻壓力可達60×105~150×105Pa。采用高壓冷卻刀具加工鈦合金,可提高切削速度2~3倍,延長刀具使用壽命,改善鈦合金切屑形態。切削鈦合金工件時澆注切削液,切削力比干切鈦合金減小5%~15%,徑向力減小10%~15%,切削溫度降低5%~10%,切削后鈦合金表面形貌較好,塊狀黏結物較少,有利于獲得較高的表面質量。 目前使用的Trim E206化合乳液,由8%的原液與92%的純凈水混合而成,濃度為7%~9%,在鈦合金材料加工中能達到較好的加工效果,在車削、銑削和磨削加工中均可使用。Trim E206中含有特效添加劑,可有效控制積屑瘤的產生。切削液中添加有微小乳化分子,提高了切削液的穩定性,降低了加工過程中切削液的帶走量,切削液更容易進入工件切削部位。除此之外,Trim E206有較強的抗油污能力,切削液殘留物易溶于水及工作液,有利于維持設備及加工零件表面的整潔性。 4、鐵合金表面完整性 4.1 鈦合金鍛件顯微組織檢測 鈦合金顯微組織檢測是指對侵蝕處理后的鈦合金零件表面用電子顯微鏡進行檢測,觀察鈦合金材料具有的組織形貌特征、分布等,用以檢測鈦合金的金相組織是否符合相關標準及圖樣規范。鈦合金鍛件的顯微組織檢測步驟:鍛件粗加工→表面拋光→表面侵蝕→清洗→吹干→顯微檢測。Ti6Al4V鈦合金的顯微檢測如圖2所示。
a)表面拋光 b)表面侵蝕
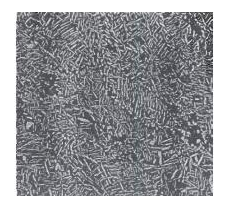
c)清水沖洗 d)顯微檢測 圖2 Ti6Al4V鈦合金的顯微檢測 鍛件粗加工的目的是將α層完全去除。鈦合金表面使用粒度400#~800#的氧化鋁砂紙拋光,表面粗糙度值需達到Ra=0.025μm或更高等級要求。侵蝕使用Kroll試劑,按2%HF、4%HNO3及水溶液配成,將適量的Kroll試劑涂抹在拋光處理后的鈦合金表面上,直至獲得所需要的清晰組織后,在水中進行清洗并吹干,使用手持式電子顯微鏡對鈦合金表面進行檢測,組織中應含有10%~50%的初生α。圖3所示Ti6Al4V鈦合金顯微組織形貌為合格的金相組織。
a)β轉變基體中初生α b)β晶界不連續α
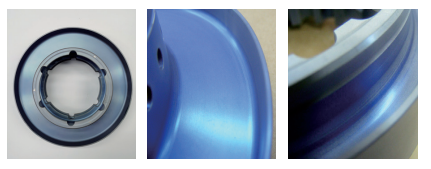
c)β晶粒片狀α 圖3 Ti6Al4V鈦合金顯微組織形貌 4.2 鈦合金藍色陽極化腐蝕檢測 鈦合金加工時,當刀片側刃擠壓磨損后,刀片抗沖擊性能逐漸降低,導致鈦合金已加工表面因擠壓過熱而產生加工硬化。通常采用藍色陽極化腐蝕的方法對硬化等缺陷進行檢測。鈦合金工件藍色陽極化腐蝕后的表面如圖4所示。氧化后的鈦合金工件經后處理溶解后,合格氧化膜的顏色應為均勻的淺藍色(見圖4a)。出現加工硬化的鈦合金工件在腐蝕檢測后,工件表面呈現出深藍色(見圖4b)或局部顏色較深(見圖4c),且各部位的顏色不均勻。
a)均勻淺藍色 b)深藍色 c)局部深藍色 圖4 鈦合金工件藍色陽極化腐蝕后的表面 藍色陽極化腐蝕后,對于出現加工硬化的零件,可通過調整加工鈦合金的切削刀具材質、涂層及切削角度,優化走刀路徑及切削參數等方法,控制并消除加工硬化。 4.3 鈦合金表面光飾加工 為了去除鈦合金壓氣機盤、輪轂、葉輪、軸和轉子隔圈的表面缺陷,提高零件的工作壽命,在對鈦合金工件完成所有的機械加工工序后,可采用手動蝶式光飾的方法,對工件表面進行光飾加工。蝶式光飾需使用圖5所示光飾加工工具:旋轉氣槍(轉速18000r/min)、拋光桿、氧化鋁或碳化硅砂布(規格10mm×20mm、粒度120#)。
a)旋轉氣槍 b)拋光桿 c)砂布 圖5 光飾加工工具 鈦合金工件內槽光飾加工如圖6所示。為達到較好的光飾效果,可使用以下方法。 1)用氧化鋁砂布沿其長度方向折疊,牢固地插入拋光桿前端夾持槽內,并按照與旋桿旋轉方向相反的方向擰緊,每光飾一處工件表面后換一次新砂布(見圖6a)。 2)旋轉的砂布應在鈦合金表面往復運動一個或兩個周期,每個周期運動10~30s,往復運動速度約為1.57mm/s(見圖6b)。 3)當對鈦合金工件不同的表面進行光飾時,應在周期間更換砂布。使用手動光飾時,應使用適當的止動扳手或機械深度止動裝置,來控制旋轉砂布的穿過。
a)砂布安裝 b)旋轉拋光 圖6 鈦合金工件內槽光飾加工 5、結束語 鈦合金屬于典型的難加工材料,加工時由于切削抗力大、切削溫度高且刀具磨損嚴重,所以選擇合理的刀具材料及刀片角度是鈦合金加工面臨的首要問題。含Ti硬質合金刀具抗擴散磨損性能較好,切削時刀具表面形成穩定的鈦合金黏結層,可以起到抑制磨損的作用。隨著國產刀具的發展,鈦合金的加工效率逐漸提高,節約了加工成本,對實現發動機整體國產化起到了積極作用。在生產實踐中,鈦合金加工應基于企業現有技術、設備、管理和成本等條件,選擇合理的定位工裝,利用企業信息化數據平臺優選切削參數,逐漸摒棄只憑經驗、類比選擇參數的粗放型加工理念。 通過對鈦合金鍛件進行顯微組織檢測,對粗加工后鈦合金的金相組織進行了對比評定;光飾加工可有效去除鈦合金表面的加工及材料缺陷,提高工件使用壽命;藍色陽極化腐蝕檢測可以有效識別鈦合金在加工過程中出現的加工硬化等缺陷;有效控制鈦合金加工表面完整性,對穩定鈦合金加工質量,提高鈦合金工件使用壽命有重要意義。 本文發表于《金屬加工(冷加工)》2021年第7期1~55頁,作者:中國航發西安航空發動機有限公司黃強,原標題:《航空鈦合金加工方法及表面完整性控制技術》。
|